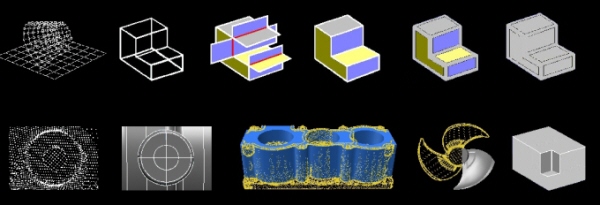
光学的な3Dスキャナは、物体や環境を三次元でデジタル化するデバイスです。これには様々な技術がありますが、一般的な原理は物体から反射または散乱される光を測定して、その物体の形状や外観を数値化することです。 以下に、主な光学の3Dスキャニング技術について説明します。
1.レーザースキャン
レーザースキャナーは、レーザービームを物体に向けて、反射された光を検出することで物体の輪郭を捉えます。一点ずつ測定するポイントレーザースキャナーと、ラインをなぞりながら測定するラインレーザースキャナーがあります。
2. 構造光スキャン
構造光スキャナーは、特定のパターン(ような格子状や縞状)の光を物体に投影し、その光が物体の表面で歪んだ様子をカメラで捉えます。この歪みから物体の形状を計算します。
3. フォトグラメトリー
多数の静止画像から3Dモデルを生成する手法です。異なる角度から撮影された画像をもとに、共通する特徴点を見つけ出し、それらの点の位置関係から物体の三次元的な形状を再構築するます。
4. タイムオブフライト (ToF)
タイムオブフライトカメラは、光が物体反射して戻ってくるまでの時間を測定します。この時間から距離を計算し、それを多くの点について行うことで3Dモデルをためます。
5. ステレオビジョン
二つのカメラを使って同時に画像を撮影し、その二つの画像の間の視差を計算することで物の体の深さ情報が得られます。これは人間の目で立体視を行う原理に似ています。
6. ハンドヘルドスキャナー
小型で持ち運び可能なスキャナーで、多くはレーザーまたは構造光技術を使っています。手でスキャナーを動かしながら物体の周囲をスキャンすることで3Dデータを取得します。
応用分野
光学的な3Dスキャナは産業設計、製造、医療、検討、保存活動、研究など様々な分野で利用されています。例えば、工業設計では製品のプロトタイピング、医療分野では義肢や装具のカスタマイズ、文化財保護では遺物や遺跡のデジタルアーカイブ作成などに活用されています。
選択における留意事項
3Dスキャンの目的や必要な精度、スキャンする物体の大きさや種類、利用環境、予算などに応じて、適切なスキャナーを選ぶ必要があります。また、取得した3Dデータの後処理には専門のソフトウェアが必要な場合が多い
 |
| <3D計測に戻る> |